
Advanced Methane Monitoring
for Mobile Machines
The M5™ is a next-generation machine-mounted methane monitor engineered for use in underground coal mines and gassy environments. Designed to deliver superior accuracy and reliability, M5™ outperforms traditional methane monitoring systems available in the U.S. mining market.
With its innovative sensor design, advanced software, and beacon sensor monitoring technology, M5™ eliminates “zero drift” and maintains consistent precision, even in changing environmental conditions. This MSHA-approved methane sensor ensures greater safety and compliance while reducing downtime and maintenance demands.
More than 800 M5™ systems are already in operation worldwide, trusted by mine operators for their durability, ease of use, and cost-saving benefits.

Advanced Methane Detection for Underground Coal and Gassy Mine Operations
- No “zero drift” for stable, long-term accuracy
- Water-resistant design
- User-friendly calibration directly at the display or beacon
- Dual sensor capability—a single unit can monitor two sensors
- Vibration-resistant
- MSHA Approved
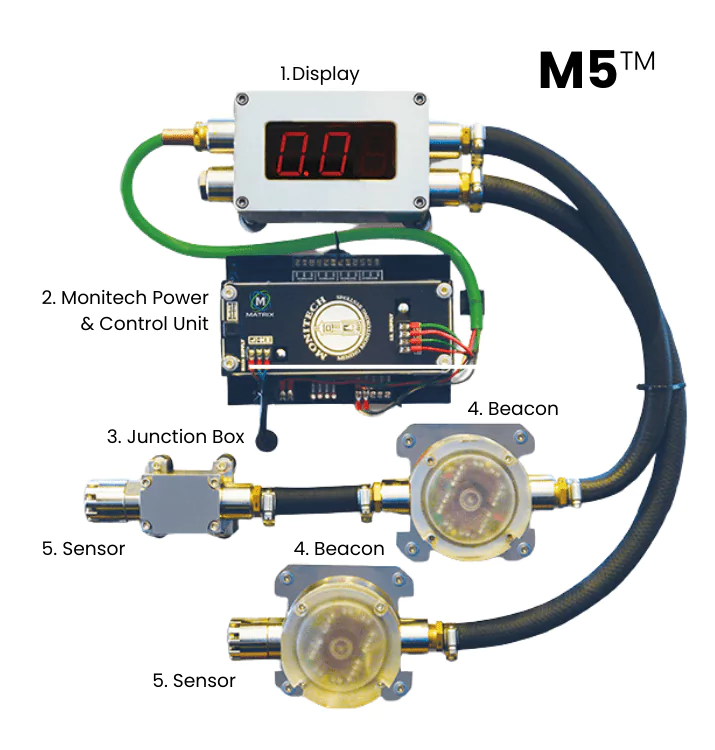
M5™: Machine Mounted-Methane
Monitor Components
- Display
- Monitech power and control unit
- Junction box
- Beacons
- Sensors